
CBN wheels or ceramic grinding? Industrial efficiency through CBN wheels versus the ceramic craft. A review of the advantages and disadvantages between the respective grinding methods.
In 1957 General Electric set itself the challenge of trying to create an artificial version of the world's hardest material, diamond. The development came close when Cubic Boron Nitride (as it came to be called) was placed second on the list of the world's hardest materials. The major achievement in the development was instead explained by the fact that the material attained a remarkably high thermal conductivity.
CBN, as it is abbreviated, demonstrated 18 times the thermal conductivity of pure iron and 16 times higher than aluminium oxide. For you as a chain sharpener, this means that the grinding result improves without the material in your chain being hardened.
Wear resistance is also the central difference between working with CBN wheels and their ceramic counterpart. Ceramic wheels conduct heat away even better than CBN wheels but wear over time and do not maintain their shape. As a sharpener you are then faced with dressing the wheel and recreating the correct profile with a tool made from a harder material than ceramic. As a sharpener you are constantly faced with having to change and adjust to get the right shape on teeth and drive links.
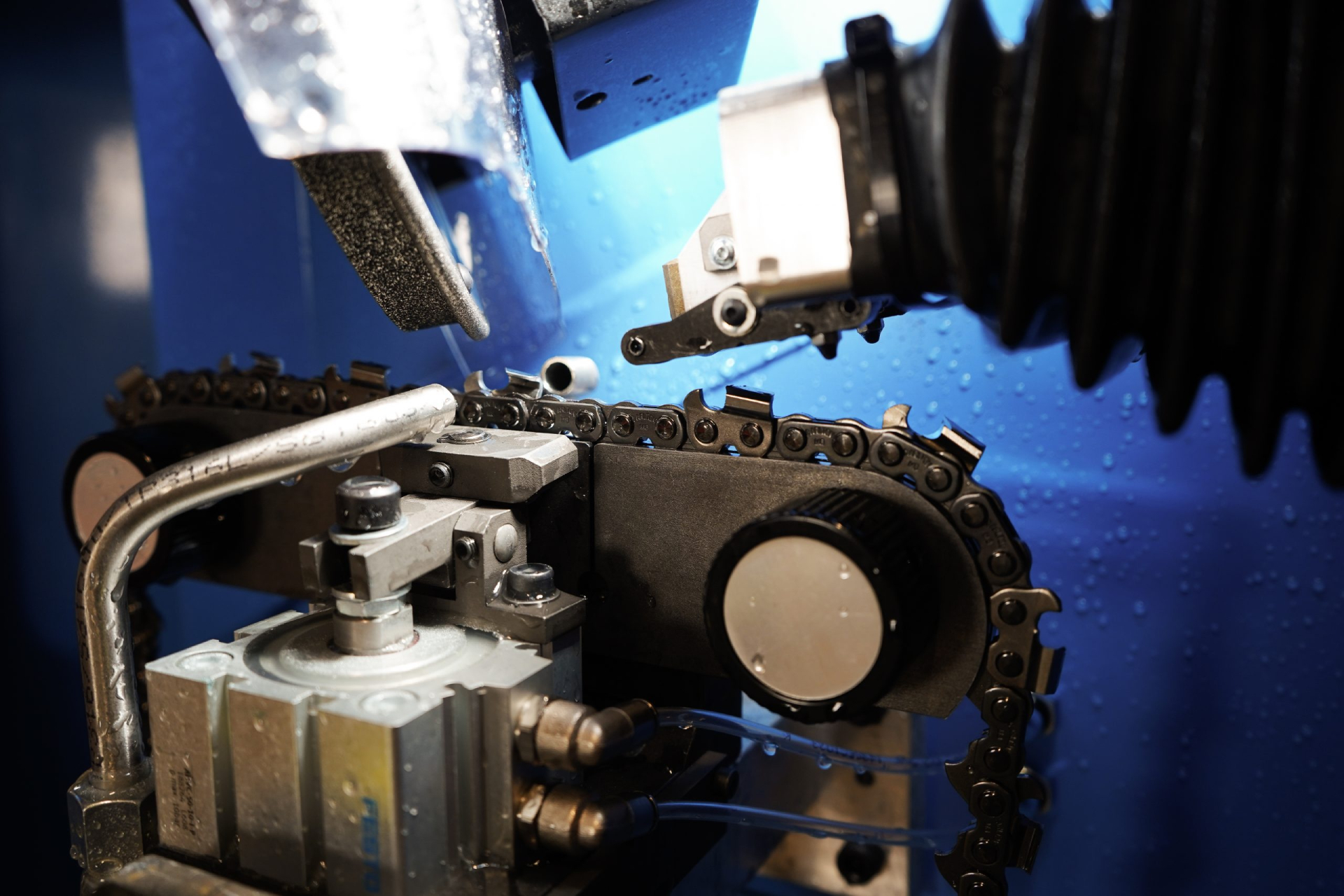
With CBN grinding, the wheel maintains exactly the same shape and diameter throughout its entire service life. Only when the wheel is worn out do you as a sharpener need to think about the first action — a wheel replacement.
Grinds tooth and drive link in one operation with ANAB's patented rear wheel and front wheel — drive link wheel and tooth wheel are the industry terms, also known as hub and wheel. A ceramic wheel works with only one wheel at a time.